Top 10 Safety Valve Manufacturers in China You Should Know?
In the dynamic world of industrial safety, safety valves play a crucial role. As defined by Dr. Sarah Liu, a prominent expert in the field, “Safety valves are a vital component in ensuring operational safety across various industries.” Understanding the key players in this sector is essential for manufacturers and users alike.
China has emerged as a powerhouse in the safety valve market. The nation hosts numerous manufacturers that excel in quality and innovation. This article explores the top ten safety valve manufacturers in China. Each of these companies contributes uniquely to the industry, but challenges remain. Some may struggle with consistency or even innovation, despite their reputation.
The landscape of safety valve production is evolving. Manufacturers must adapt to changing technologies and global standards. As we journey through this list, it’s essential to recognize both the achievements and the areas needing improvement. These insights will empower stakeholders to make informed decisions in selecting the right safety valve suppliers.

Overview of Safety Valves and Their Importance in Industrial Applications
Safety valves play a critical role in industrial applications. These devices are designed to protect equipment and personnel from the risks associated with excessive pressure. By automatically releasing pressure, they prevent potential accidents and equipment failures. The significance of safety valves cannot be overstated; they are essential for maintaining operational integrity.
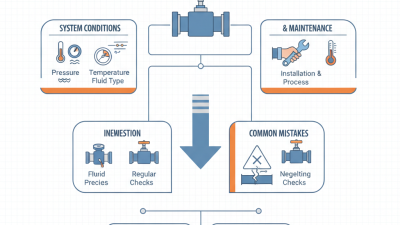
In many industries, safety valves are commonly used in boilers, pressure vessels, and piping systems. Their proper functioning directly impacts safety. If a safety valve malfunctions, the consequences can be dire. Industries must regularly check and maintain these valves to ensure they operate correctly. An overlooked valve might result in catastrophic outcomes.
Understanding the specifications and performance metrics of safety valves is crucial. Engineers often struggle with inconsistencies in performance or installation standards. It's vital to have thorough training when selecting these devices. Relying on accurate data and expert knowledge can enhance safety protocols in various settings. Each installation should be carefully evaluated for optimal safety and efficiency.
Criteria for Evaluating Top Safety Valve Manufacturers in China
When evaluating safety valve manufacturers in China, several criteria play a crucial role. Experience in the industry significantly matters. Companies with over 20 years in the field often show better reliability and expertise.
According to a recent industry report, nearly 70% of top manufacturers have maintained a consistent innovation rate, which is essential for safety standards.
Quality control processes are another critical aspect. Manufacturers should adhere to international standards such as ISO 9001. It ensures that their products meet stringent safety and performance requirements. A study indicates that companies with robust quality assurance programs reduce failure rates by nearly 30%. This reflects on their commitment to producing safe and efficient valves.
The range of products offered is also significant. Top manufacturers tend to provide a diverse selection of valves tailored for various industries, from oil and gas to pharmaceuticals. Specialized products often indicate a manufacturer’s dedication to meeting specific industry needs.
Furthermore, customer feedback plays a pivotal role in assessing reliability; consistent positive reviews can boost a manufacturer's reputation. Overall, a combination of experience, quality control, product range, and customer insights helps identify leading safety valve manufacturers in China.
List of Leading Safety Valve Manufacturers in China
When considering safety valve manufacturers in China, several key players stand out. These companies specialize in producing high-quality safety valves that are crucial for various industries. They focus on innovation and reliability, ensuring that their products meet stringent safety standards. The competitive landscape encourages continuous improvement and adaptation to customer needs.
Many of these manufacturers invest heavily in research and development. They strive to enhance valve designs for better performance and durability. However, challenges remain in maintaining quality amid rapid production demands. It's essential for customers to evaluate these manufacturers based on technical expertise and industry experience. The commitment to quality can sometimes vary between manufacturers, making careful selection vital.
Furthermore, customer feedback often highlights the importance of responsive service. Some manufacturers excel in after-sale support, while others may fall short. This inconsistency can impact long-term partnerships. Reliable manufacturers recognize these challenges and work hard to address them, focusing on building trust with their clients. Collaboration with experienced suppliers is crucial for achieving optimal safety and efficiency in operations.
Key Features and Innovations of Top Safety Valve Brands
Safety valves are critical components in many industries. They ensure the safe operation of pressurized systems. Manufacturers in China have introduced key innovations. These innovations enhance performance and reliability.
One notable feature is advanced materials. Many valves now use corrosion-resistant alloys. This improves the longevity of the valves. Additionally, adaptable design is becoming common. Manufacturers now create valves that fit various applications. This versatility allows for easier integration into existing systems.
Another trend is the incorporation of smart technology. Some safety valves have sensors built-in. These sensors monitor pressure levels in real-time. This data helps operators make informed decisions. However, the implementation of new technologies isn’t without challenges. Training staff to use these innovations can be difficult. There is also the need for ongoing maintenance and support. Overall, the evolution of safety valves in China shows promise. The commitment to quality and innovation remains a priority.
Market Trends and Future Outlook for Safety Valve Industry in China
The safety valve industry in China is experiencing notable growth. Recent reports indicate a projected market size of approximately USD 2 billion by 2025, with a compound annual growth rate (CAGR) of around 6%. This growth is largely driven by increasing demand in sectors such as oil and gas, chemicals, and power generation. These industries require reliable safety infrastructure to prevent accidents.
Innovation plays a crucial role in shaping the future. Manufacturers are investing in advanced technologies. Automation and smart valve solutions are becoming popular. This trend reflects an industry shift towards greater efficiency and safety. However, amid this growth, concerns remain around quality control. Some manufacturers may prioritize cost over safety, posing risks to end users.
As regulations tighten, compliance will become essential. Companies must adapt to these changes or face consequences. The evolving landscape presents opportunities and challenges alike. Continuous monitoring and improvement in safety practices will be vital moving forward. Addressing these issues can help enhance overall industry reliability.